
They’re primarily concerned with the number of goods sold and on-time delivery.
Trading companies have two steps in their overall process: they buy and sell. Production companies, however, have one more step in between: they buy materials, produce goods and sell them to end customers. It’s crucial to follow established time frames for both types of companies. In 1C:Drive, all documents contain dates to monitor if the work is done on time. Production companies, in addition, can set the exact time for all necessary processes to be completed.
The more raw materials production companies need, the more vendors they have to collaborate with. Small businesses usually have well-established relationships with one or two vendors. It’s not the case for every company, though. For instance, if you need to buy 1000 items that can be procured from 10-500 suppliers, just multiply one by another and try not to go insane. Therefore, it’s important to use various approaches and corresponding 1C:Drive tools for demand optimization. Let’s consider them.
Demand planning based on the current needs
It involves manufacturing or subcontractor purchase orders that are based on the company’s needs regarding sales, production and assembly. Demand planning is the process of calculating the product quantity the company needs to procure or produce to keep up with the current demand.
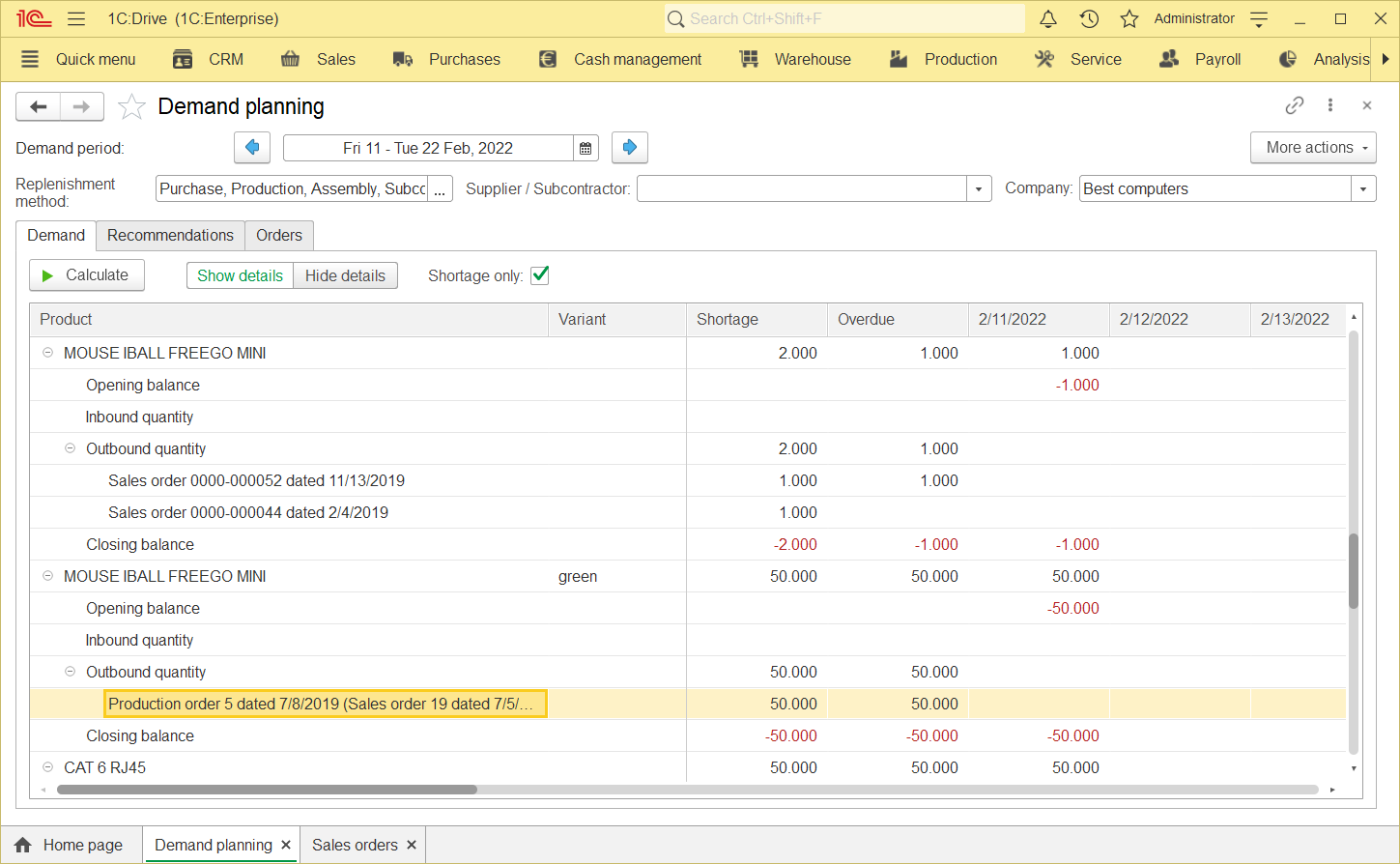
If a company uses a production approach called ‘Make to Order” (or MTO), 1C:Drive demand planning tool is recommended. The tool considers a sales order, if there are no materials for production and the date for the order to be ready is present, it checks whether the materials are in stock. If not, it creates a purchase order for specified vendors by default that can be changed for this very purchase depending on preferences.
1. Stock on hand;
2. Replenishment period;
3. Outbound documents, which add to the demand:
- Production orders with the Assembly process type (components),
- Sales orders,
- Work orders,
- Work in progress (components);
- Production orders (finished products),
- Purchase orders;
We can view all the necessary information in just one window:
Another option is to use the ‘Inventory Reservation method’: you can set up an automatic reservation for future materials from vendors for certain customers. Thus, it’d be impossible to allocate materials from the remainder of the stock.
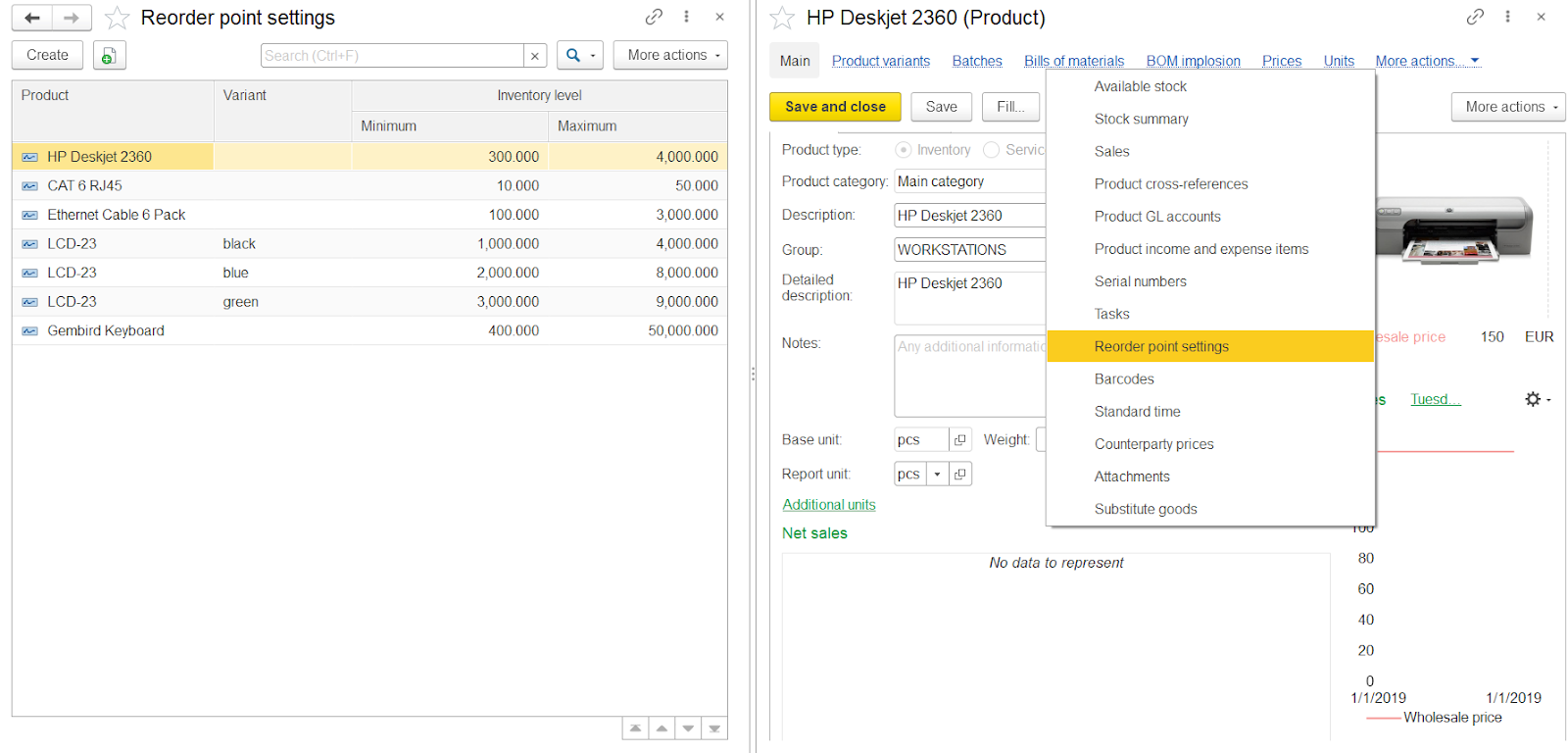
‘Min/Max Inventory’ approach
This technique can be used in addition to procurement planning. The method helps to keep on-hand inventory within a specified range. Users set a minimum stocking level in the system and when it reaches this number, they reorder goods so that it becomes a maximum one. If we consider it as a chart, it looks like a saw: the level drops, we replenish it, then it again drops and the cycle repeats.
If a user wants the Demand planning tool to take into account the minimum and maximum inventory levels, he or she has to set up Reorder point settings in the product card. The product quantity is specified as the minimum and maximum inventory levels in the Reorder point settings.
If the reorder point settings are specified and the Closing balance (the product quantity on hand by the end of the date) is less than or equal to the Reorder point, the shortage is calculated by the formula:
Shortage = Max level – Closing balance
We can open all orders that are placed according to their min/max value. For example, now we have 50 items. When the number drops to 10, we purchase new ones. You can assign the minimum value to 10, spend items and ask the program to analyze the current state after some time. The system will show what is necessary to procure. Indicate the maximum value and the order will be made according to that number. The number we need to reorder is calculated based on the average turnover in the system.
This method is more suitable for trading companies that purchase goods not for every customer’s order, but on the basis of inventory turnover and the minimum inventory left in stock. Production companies can utilize this tool for raw materials as well if they’re not listed in the bill of materials (BOM) but instead are replenished according to the minimum and maximum levels of inventory in stock.
1C:Drive for demand optimization
1C:Drive is a flexible yet comprehensive ERP solution for controlling and managing key processes (including inventory management) in small and medium-sized companies.
A Single Window for Decision-Making
The main advantage is that decisions can be made right here — in a single window. If the system has data about vendors, procurement prices, dates and others, it finds and uses all connections. Click ‘OK’ and you’ll see a purchase order, which is connected to this sales order. And again, to make decisions, you don’t need to open additional tabs to find correlations.
Time Mismatch
When we create a purchase order for vendors, we also have dates. The issue arises when the time for a customer’s order doesn’t match the time a vendor is ready to supply materials. For example, a customer wants to get an order tomorrow, while a vendor will provide us with materials only in 5 days. In this case, the order can’t be completed. Therefore, you have to analyze the dates in advance or ask to delay the delivery. Then you can change the date in the Sales Order tab or find another vendor.
Statuses
All documents related to production, subcontractors’, customers’ vendors’ orders have not only dates but also statuses, if there is a production stage in between. It allows working on only confirmed orders.
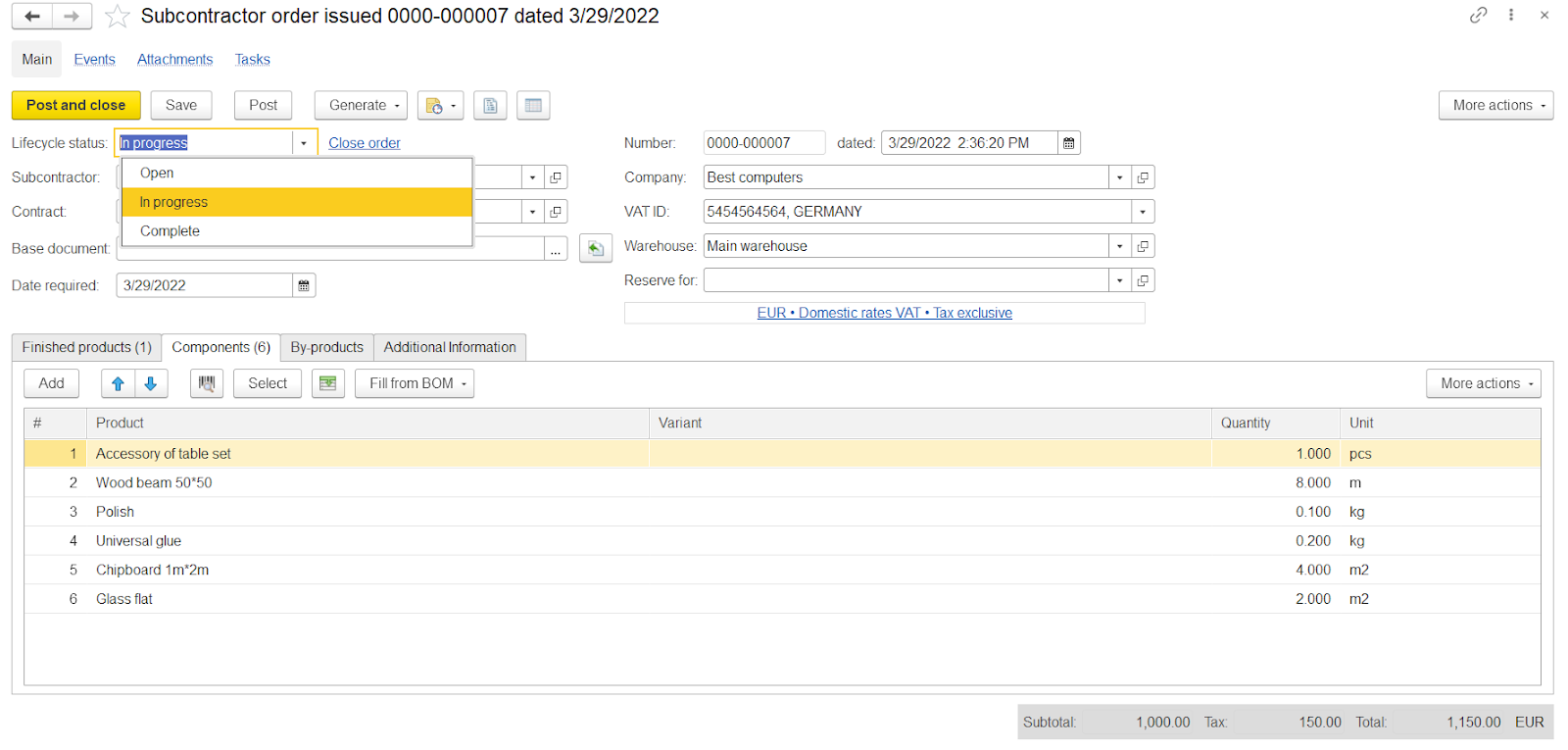
If there is more than one employee working in production, initially, a user creates a draft (sets status ‘Open’), matches dates and turn the status to ‘In progress’. If all the work is done properly, he or she can then make the task completed.
The bottom line is that the more workers are in the system, the more efficiently and conveniently we can monitor every step: dates, statuses and so on.
Challenges
When documents are created from scratch, it all seems to work perfectly. However, practice shows that it doesn’t always go as planned in purchasing, production and selling.
Bad things happen, when we have already created documents, analyzed them with the help of demand planning, ordered materials from vendors, what’s even worse, started producing goods, and, all of a sudden, something changed. For example, the initial quantity of products ordered by the customer, the desired date of the order, the standards of the products and so on.
Bottom Line
The combination of various techniques for inventory management optimization and proper ERP solution like 1C:Drive will help trading and production companies to achieve greater results by more efficient planning and monitoring of procurement, production, and delivering stages.
1C:Drive is powered by 1C:Enterprise – a low-code development platform well-known for its flexibility, scalability and ease of implementation.